




想了解珩磨管研磨缸筒以质量求生存产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:盐城滨海珩磨管研磨缸筒以质量求生存的图文介绍

不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。珩磨管生产特点的简单介绍珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。


滚压加工的原理是利用金属在常温状态下的冷塑性特点,珩磨管利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。



为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。


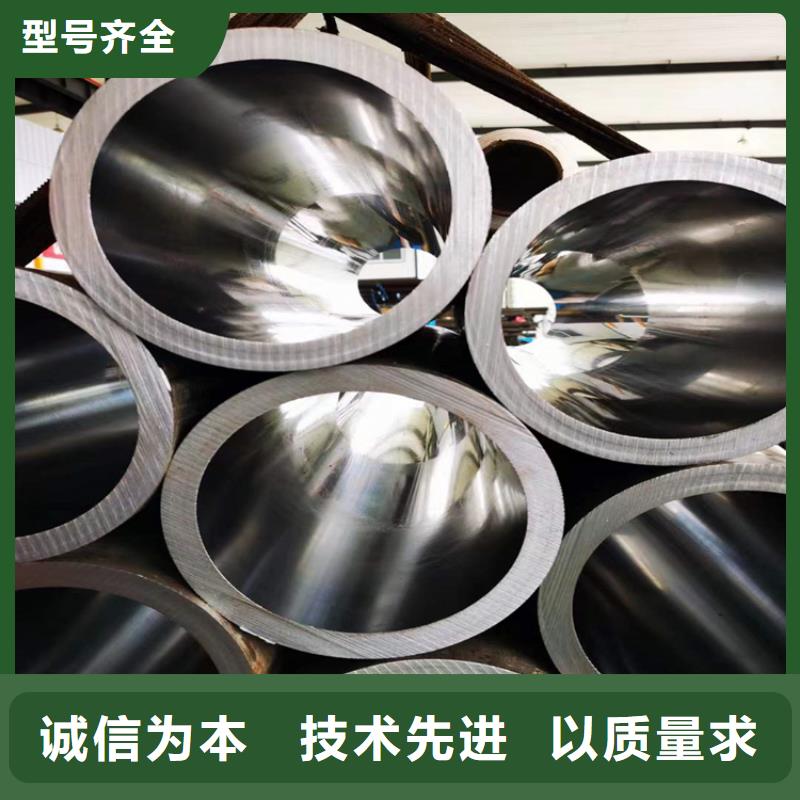
3、珩磨管的表面粗糙度,一般是为多少?珩磨管这一网站产品和关键词,其在表面粗糙度上,一般来讲,是为Ra0.4,而且,这也是必须要达到的,是其基本要求。如果,想要得到提高的话,那么,可以用细砂纸打磨,或是使用镜面加工设备,使其进行镜面加工,从而,来达到目的。上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7,H8,H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。


九冶管业(盐城市滨海县分公司)自成立起便将严谨的工作态度注入公司企业文化中,在 液压缸筒产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 液压缸筒产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 液压缸筒渠道,满足客户需求,公司真诚邀请国内各区域用户合作。

